


20g锅炉钢板切割后期导致变形是什么原因
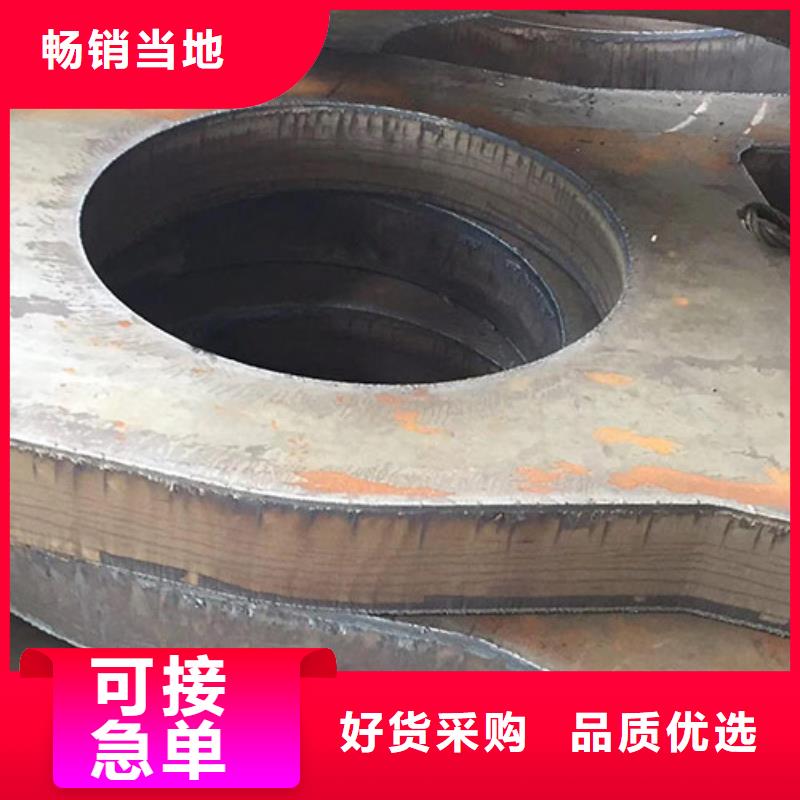
在厚钢板切割中,温度是从上表面向下递减的,切割开始时,氧气压力逐渐增加, 在钢板厚度方向达到一致,这就造成在切割起始位置钢板厚度方向燃烧不一致,工件切割起始端产生缺陷,为避免缺陷的产生可采用以下方法:
1,采用圆弧进刀增加引入线长度,避免直接切入点,此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。
2,采用引燃棒,该方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切聚贤钢板切割入,引燃棒将引导割矩火焰至钢板底部,使钢板上下燃烧速度达到一致,得到好的切割段面,引燃棒可采用切割下来的边角料代替,此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率,引燃棒在切割特厚钢板中较为实用。
堆焊复合钢板由于硬度高,双层特性,因此机加工需要注意以下事项:。
切割:可用等离子切割,水刀,电火花,碳弧,砂轮锯将大面积复层钢板切割成所需要的形状,方法是用空气或者惰性气体等离子弧进行天津钢板零割切割,推荐方法是从合金背面开始切割,碳弧切割应从基板一面开始切割,如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
20g锅炉钢板切割后期导致变形是什么原因
弯曲:堆焊复合钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆,凹面成型,合金裂纹由于向内应力将紧闭,凸向成型,裂纹将变大开裂,这是正常现场,如果开裂过大,使用相应焊条进行修补,卷曲成管,按推荐最小弯曲半径进行。
开孔:大孔可以采用等离子切割,小孔推荐使用水刀,电火花等,无锡钢板加工装配螺栓用的沉头孔可以采用特殊工艺进行加工。
焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐,堆焊复合钢板也可以焊接到其他钢结构上。
塞焊:可用等离子或者碳弧气刨在堆焊复合钢板上开孔,通过塞焊的方法与其他钢结构件连接。
螺栓固定:可以焊接方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在堆焊复合钢板上开孔,通过螺栓与其他工件连接。
20g锅炉钢板切割后期导致变形是什么原因
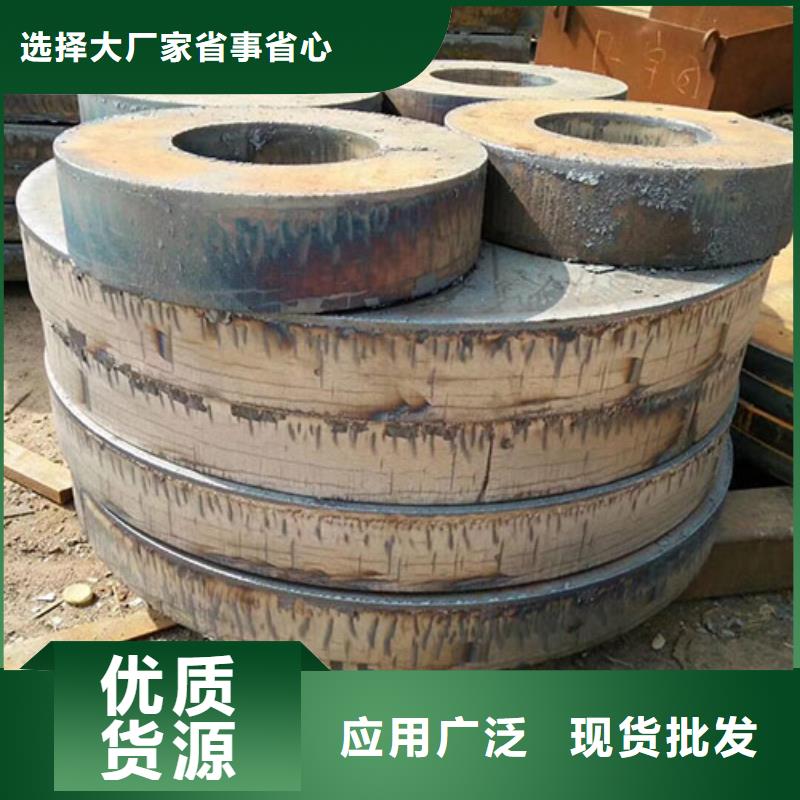
钢板在后期加工时,会因为翘曲导致切割后变形,造成工件报废,影响用户正常使用,同时造成企业经济损失,分析认为钢板经热轧后内部及上下表面存在残余应力,如果残余应力沿钢板宽度和长度方向呈不均匀分布,将会对钢板截面产生一个力矩,使钢板在分切后发生翘曲,控制措施是:。
层流冷却造成的内应力不均衡问题主要是由3种不均匀冷却导致:(1)横向冷却严重不均匀,(2)厚度方向冷却不对称,(3)横向和厚度方向冷却不均匀混合。
控制冷却的横向均匀性和厚度方向的对称性,是控制中厚板平直度,降低内应力的条件,横向冷却侧喷方案是通过改进下集管横向角度和驻水点等措施达到层流冷却温度控制均匀性。
矫直能改善钢板残余应力分布,当钢板在横断面上有应力分布不均时,可以需要采取弯辊措施以增加局部变形的方法来补偿纵向纤维的长短不齐,达到消除波浪弯,均匀化钢板内应力的目的,调节矫直机横向的凸度值调节也是改善钢板残余应力分布的重要措施。

铜川聚贤丰汇金属材料有限公司是一家以生产 钢板为主的厂家、以客户需求为发展的根本,保障服务质量,不断提高发展技术和服务领域,为客户提供便捷、优质、高效的服务。 一贯秉承安全、便捷、优质、高效的服务理念,全体职工发扬“团结、奋发、高效、奉献“的精神,以“保证质量、用户满意“作为永恒的追求和郑重的承诺,愿以先进的技术、优良的设备、科学的管理,竭诚为广大客户提供省时、省力、省钱、安全、快捷、方便的优质服务。愿在您的信任和大力支持下共创美好明天

